Organizador metálico
Para llevar a cabo este ejercicio, debíamos re diseñar un organizador, con la realización de bocetos y planos. Una vez estos listos se proseguía a comprar los materiales teniendo en cuenta medidas para evitar el desperdicio de materiales.
Secuencia de la actividad: una vez listos los planos, empecé a trabajar en el taller, las dimensiones escogidas para el organizador fueron de 1/4. La lámina comprada tenia una dimensión de 1x2 , lo que se se consideró un desperdicio de material para sacar 3/4 partes de la lamina.
- Corte de la lamina: con un rayador y una reglar se marco en la lamina los 3/4 de laminas para el organizador, una vez marcadas se prosiguió a cortarlas en la máquina sin fin, se prefirió no cortar la lámina justa, los pedazos no justos que era muy grandes se retiraron con caladora y otros se limaron.
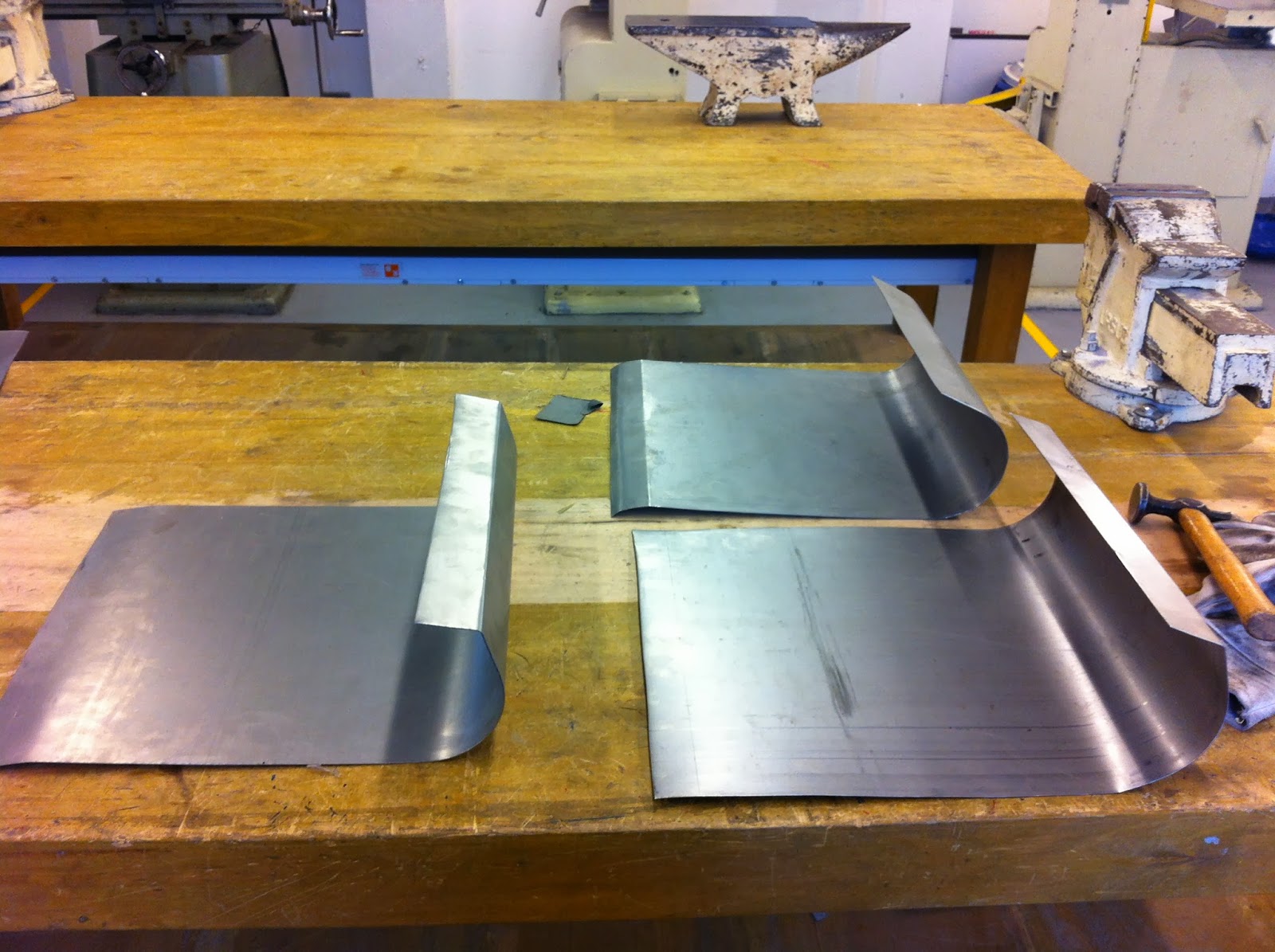
-Doblar las laminas: el pie de las 3 láminas de doblo a 90°, ahí se iba a remachar la lámina-
Curvado: el diseño de las láminas era curvado en la parte superior y en la base, para poder curvar las laminas se necesito un tubo metálico, que fue el que se encuentra en la parte inferior de las maquinas y se ejercía presión, otro modo de curvar fue martillando sobre un tubo metálico ajustado a una prensa.
- Limada y lijada de láminas: antes de remachar, se limaron y lijaron muy bien la rebaba de las laminas y las puntas de las esquinas de la lamina se redondearon.
-Perforado: antes de remachar se midió donde se perforaría la lámina, esto se hizo con ayuda de un rayado, reglar, un centro punto y martillo, una ve centropunteado el lugar de la perforación, se sostenian las laminas con dos hombres solos, pues la perforacion era doble. Se perforó con un taladro electromanual.
-Remache: una vez perforados los orificios se prosiguio a remachar.
- Pintura electroestática: por ultimo se mando a pintar.
PLANOS
Proceso de construcción:
.jpeg)


Análisis general de las actividades: Durante este proceso, aprendí como cortar, doblar, curvar metales con maquinas mecánicas y manuales. Aprendí a perforar metal y a remachar. A la vez aprendí los nombre de muchos de los instrumentos que son necesario para manejar metales y para hacer procedimientos con estos.
Durante ésta actividad tuve problemas a " futuro con el organizador" pues iba a ser para pared, pero durante el proceso de construcción caí en cuenta de errores que no había previsto al hacer los planos, como lo fue la dimensión de las 3 láminas, pues eran muy grandes para ser de pared y toco recurrir a que fuera de piso , pues ya era muy tarde y complicado desdoblaras y cortarlas. También tuve problemas estéticos con el organizador pues al momento de ensamblar la última pieza, no se veía bien estéticamente por lo que recurrí a improvisar y doblar la ultima pieza de formas diferente. Por haber martillado de mal manera las laminas, al momento de pintarlas, tocó escoger pintura con textura para que disimulara los golpes en las laminas.









.jpeg)